Газорозподільний механізм Great Wall Wingle / Steed / V240 з 2011 року
Зазвичай користувачі нашого сайту знаходять цю сторінку за такими запитами:
грм Great Wall Steed, ремінь грм Great Wall Steed, заміна грм Great Wall Steed, заміна ланцюга грм Great Wall Steed, мітки грм Great Wall Steed, заміна ременя грм Great Wall Steed, грм Great Wall Wingle 5, ремінь грм Great Wall Wingle 5, заміна грм Great Wall Wingle 5, заміна ланцюга грм Great Wall Wingle 5, мітки грм Great Wall Wingle 5, заміна ременя грм Great Wall Wingle 5, грм Great Wall V240, ремінь грм Great Wall V240, заміна грм Great Wall V240 Great Wall V240, мітки грм Great Wall V240, заміна ременя грм Great Wall V240
5. Газорозподільний механізм
Вісь коромисел у зборі

- Вісь коромисел у зборі.
- Стопорне кільце.
- Коромисло.
- Утримувач осі коромисел.
- Коромисло.
- Пружина осі коромисел.
- Вісь коромисел.
Розбирання
1. Зняти вісь коромисел у зборі.
2. Розібрати вісь коромисел у такому порядку:
- видалити стопорне кільце;
- зняти коромисло;
- зняти тримач осі коромисел;
- зняти коромисло;
- зняти пружину осі коромисел;
- зняти коромисло.
Перевірка технічного стану
Деталі повинні бути відрегульовані, відремонтовані або замінені при виявленні надмірного зношування або пошкоджень під час перевірки.
1. Перевірка зазору між:
- Штангенциркулем або нутроміром з індикатором годинного типу виміряти внутрішній діаметр коромисел.

Якщо значення вимірювань перевищують гранично допустиме, замінити коромисло новим.
Внутрішній діаметр отвору коромисла
| Номінальне значення, мм | Гранично допустиме значення, мм |
| 19,036 | 19,100 |
- Мікрометром виміряти зовнішній діаметр осі коромисел у місці встановлення коромисел.

Вісь коромисел необхідно замінити новим у разі, якщо значення вимірювання перевищує гранично допустиме.
Зовнішній діаметр осі коромисел
| Номінальне значення, мм | Гранично допустиме значення, мм |
| 18,98-19,00 | 18,90 |
Обчислити зазор між коромислами та віссю, за необхідності замінити зношені деталі новими.
Зазор між коромислом та віссю
| Номінальне значення, мм | Гранично допустиме значення, мм |
| 0,06 – 0,08 | 0,10 |
- Перевірити масляні отвори коромисел щодо засмічення. При необхідності продмуть отвори стисненим повітрям.

2. Виправлення коромисел:
- Перевірити наявність ступінчастого зношування (1) або задир (2) на контактній поверхні коромисла з верхньою частиною стрижня клапана.

- При виявленні невеликого ступінчастого зносу або незначних задир на поверхні контакту, усунути дефекти за допомогою точильного каменю.
- Якщо ступінчасте зношування або задираки значні, необхідно замінити коромисло новим.
3. Перевірка радіального биття осі коромисел:
- Помістити вісь коромисел на V-подібні призми.
- Індикатором вартового типу виміряти радіальне биття в середній частині осі коромисел.

- Якщо величина радіального биття невелика, вісь можна виправити гідравлічним пресом.
- Якщо величина биття перевищує 0,2 мм, замінити вісь нової коромисел.
Складання
1. Зібрати вісь коромисел:
- Нанести на вісь коромисел тонким зламу моторне масло.
- Встановити коромисла, пружини осі коромисел та утримувачі.
- Встановити стопорне кільце.

3. Встановити вісь коромисел у збиранні на головку блоку циліндрів. Затягнути болти кріплення осі коромисел моментом затягування 54 Н∙м у порядку, вказаному на малюнку.

Клапанний механізм

- Вісь коромисел у зборі.
- Сухарі.
- Клапанна пружина.
- Клапани.
- Олійний ковпачок.
- Напрямна втулка клапана.
Розбирання
1. Зняти вісь коромисел у зборі.
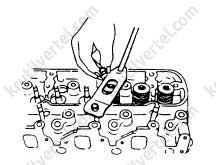
2. Стиснути клапанну пружину спеціальним пристосуванням (9-8523-1423-0(J-29760)) та зняти сухарі з клапана.
<img alt="газорозподільний механізм Great Wall Wingle 5 з 2011 року, газорозподільний механізм Грейт Вол Вінгл 5 з 2011 року" data-cke-saved-class="lazy" data-link="/image/data/chapters/great-wall-wingle-5-4637/chapter-6d/img075-s.jpg" class="lazy" data-link="/image/data/chapters/great-wall-wingle-5-4637/chapter-6d/img075-s.jpg" title="Стиснути клапанну пружину спеціальним пристроєм (9-8523-1423-0(J-29760)) і зняти сухарі з клапана <p> 3. Зняти пружину.</p> <p> 4. Вийняти клапан.</p> <p> 5. Зняти олійно-відбивні ковпачки.</p> <p> 6. Витягти напрямні втулки клапанів за допомогою спеціального пристрою (9-8523-1212-0).</p> <h4> Перевірка технічного стану</h4> <p> Деталі повинні бути відрегульовані, відремонтовані або замінені при виявленні надмірного зношування або пошкоджень під час перевірки.</p> <p> 1. Клапанна пружина.</p> <p class=" warning"=""> Увага:
Візуально перевірити клапанну пружину та замінити її новою при виявленні ненормального зносу.

Пружину необхідно замінити на нову, якщо значення вимірювання нижче гранично допустимого.
| Номінальна висота, мм | Гранично допустима висота, мм |
| 48,0 | 47,1 |
Увага:
Візуально перевірити пружини клапанів та замінити їх новими при виявленні ненормального зношування.
- Виміряти відхилення клапанної пружини по вертикалі, використовуючи косинець і лінійку. Замінити пружину на нову, якщо відхилення перевищує 1,7 мм.

- Стиснути пружину до настановної висоти, використовуючи спеціальний пристрій для перевірки. Виміряти силу опору пружини.

Якщо сила опору пружини менша за гранично допустиму, необхідно замінити пружину новою.
| Установча висота пружини, мм | Номінальна сила опору, Н | Гранично допустима сила опору, Н |
| 38,9 | 296,2 | 257,9 |
2. Напрямні втулки клапанів.
Увага:
- Будьте обережні, щоб не зруйнувати поверхні контакту сідла клапана під час видалення нагару з головки клапана.
- Ретельно перевірити стрижень клапана на предмет абразивного та інтенсивного зношування.
- Клапан та напрямна втулка клапана повинні замінюватись у парі, навіть якщо виявлено дефект лише одного з них.
- Мікрометр виміряти зовнішній діаметр стрижня клапана в трьох точках, як показано на малюнку. Замінити клапан і направляючу втулку клапана в парі, якщо діаметр стрижня клапана менший за гранично допустимий.

Діаметр стрижня клапана
| | Номінальний, мм | Гранично допустимий, мм |
| Впускний клапан | 7.946-7.961 | 7.880 |
| Випускний клапан | 7.921-7.936 | 7.850 |
- Виміряти внутрішній діаметр напрямної втулки клапана мікрометром.
- Відняти значення внутрішнього діаметра напрямної втулки клапана значення зовнішнього діаметра стрижня клапана. Якщо отримана величина зазору перевищує гранично допустиме значення, замінити клапан із спрямовуючою втулкою у зборі.
Зазор між стрижнем клапана та напрямною втулкою
| | Номінальний, мм | Гранично допустимий, мм |
| Впускний клапан | 0.039-0.069 | 0.200 |
| Випускний клапан | 0.064-0.096 | 0.250 |
3. Клапани.
- Виміряти товщину клапанної головки, як показано на малюнку.

Якщо результат вимірювання менший за гранично допустиму величину, замінити клапан у парі з напрямною втулкою в зборі.
Товщина клапанної голівки
| | Номінальна, мм | Гранично допустима, мм |
| Впускний клапан | 1,79 | 1,50 |
| Випускний клапан | 1,83 |
- Вставити клапан (1) у головку блоку циліндрів (2). Виміряти глибину посадки клапана від нижньої поверхні головки блоку циліндрів глибиноміром або лінійкою.

Клапан необхідно замінити на новий, якщо значення вимірювання перевищує гранично допустиму величину.
Глибина посадки клапана
| | Номінальна, мм | Гранично допустима, мм |
| Впускний клапан | 0,73 | 1,28 |
| Випускний клапан | 0,70 | 1,20 |
- Перевірити посадкову поверхню клапана щодо закруглень і нещільностей прилягання. Контактна поверхня має бути гладкою.
- Виміряти ширину посадкової поверхні.

Сідло клапана необхідно замінити на нове, якщо виміряна ширина посадкової поверхні перевищує гранично допустиме значення.
Ширина посадкової поверхні клапана
| | Номінальна, мм | Гранично допустима, мм |
| Впускний клапан | 1,7 | 2,2 |
| Випускний клапан | 2,0 | 2,5 |
4. Сідла клапанів.
- Виміряти кут фаски посадкової поверхні клапана.

Якщо кут фаски α перевищує 45º, необхідно замінити клапан у парі з напрямною втулкою новими.
Заміна напрямної втулки клапана
1. Використовуючи спеціальний інструмент (9-8523-1212-0), вибити напрямну втулку з боку камери згоряння.

2. Нанести на зовнішню поверхню направляючої втулки клапана тонкий шар моторного масла.
3. Встановити нову напрямну втулку клапана з боку верхньої частини головки блоку циліндрів, використовуючи спеціальний інструмент (5-8523-1212). Перевірити висоту виступу втулки над поверхнею головки блоку. Вона має становити 13 мм.

Увага:
Якщо направляюча втулка клапана була вилучена з головки блоку циліндрів, клапан і направляюча втулка повинні бути замінені новими в парі.
Вилучення сідла клапана
1. Електродуговим зварюванням проварити внутрішнє коло (1) сідла клапана (2).

2. Дати охолонути сідлу клапана протягом декількох хвилин. Завдяки цьому сідло клапана дещо зменшиться, після чого його легко можна буде вийняти.
3. Використовуючи викрутку (3), витягніть сідло клапана з головки блоку циліндрів. Будьте обережні, щоб не пошкодити головку блоку циліндрів (4).
4. Видалити нагар та інші сторонні включення з гнізда установки сідла клапана в головці блоку циліндрів.
Встановлення сідла клапана
1. Встановити спеціальний пристрій (1) (зовнішній діаметр пристрою не повинен перевищувати діаметр сідла клапана) на сідло клапана (2).

Увага:
Пристрій повинен упиратися у плоску поверхню сідла клапана.
2. Плавно запресувати сідло клапана, застосувавши гідравлічний прес (3) до спеціального пристрою.
Увага:
При запресуванні дотримуватись обережності та не застосовувати зайвий тиск преса, щоб не пошкодити сідло клапана.
Розточування сідла клапана
1. Видалити нагар із поверхні сідла клапана.
2. Розгортками (15º, 45º та 75º) розточити сідло клапана для усунення подряпин та інших дефектів поверхні, стежачи за тим, щоб ширина посадкової поверхні відповідала нормі (див. вище). Фаска посадкової поверхні клапана: 45º.

Увага:
- При розточуванні гнізда клапана не знімати матеріалу більше, ніж це необхідно для усунення подряпин на поверхні.
- Слідкувати за тим, щоб не порушити геометрію сідла клапана.
Примітка:
Використовуйте відповідні допоміжні стрижні для розгорток. Не допускати биття стрижня для розгорток в отворі для направляючої втулки клапана.

3. Нанести полірувальну пасту на посадкову поверхню сідла клапана.
4. Вставити клапан у напрямну втулку.
5. Легко переміщуючи клапан вгору та вниз, посадити його в сідло клапана.
6. Переконатись у щільності прилягання клапана до сідла.
7. Перевірити прилягання поверхні сідла клапана по колу головки клапана.
Складання
1. Запресувати напрямні втулки клапана:
- Нанести на зовнішню поверхню направляючої втулки клапана тонкий шар моторного масла.
- Встановити нову напрямну втулку клапана з боку верхньої частини головки блоку циліндрів, використовуючи спеціальний інструмент (9-8523-1212-0).
2. Використовуючи спеціальний пристрій (5-8840-2033-0), напресувати масловідбивні ковпачки.
, напресувати масловідбивні ковпачки")
3. Встановити клапани.
4. Встановити клапанні пружини на масловідбивні ковпачки.
Примітка:
Кінець пружини з нанесеною фарбою має бути спрямований вниз.

5. Встановити тарілки та сухарі клапанів:
- Стиснути клапанну пружину, використовуючи спеціальний пристрій для стиснення (9-8523-1423-0 (J-29760)).

- Встановити тарілку із сухарями, зафіксувавши клапан.
- Простукати навколо тарілки клапана гумовим молотком.
6. Встановити вісь коромисел у збиранні на головку блоку циліндрів. Затягнути болти кріплення осі коромисел моментом затягування 54 Н∙м у порядку, вказаному на малюнку.

Розподільний вал та штовхачі

- Головка блоку циліндрів у збиранні.
- Маховик.
- Задня пластина блоку циліндрів.
- Масляний піддон у зборі.
- Масляний насос двигуна у збиранні.
- Шестерня приводу розподільчого валу.
- Упорна пластина розподільчого валу.
- Розподільний вал.
- Толкач.
Зняття розподільчого валу та штовхачів
1. Зняти головку блоку циліндрів у збиранні.
2. Зняти маховик.
3. Зняти задню пластину блока циліндрів.
4. Зняти масляний піддон у збиранні.
5. Зняти масляний насос у збиранні.
6. Зняти шестерню приводу розподільчого валу:
- Відвернути болти кріплення шестерні від розподільчого валу.
Увага:
Зафіксувати розподільний вал для запобігання його провертанню пристосуванням (2).
")
- Зняти шестерню приводу розподільного валу (2) універсальним знімачом (1) (5-8521-0002-0(JKM-1034)).
 універсальним знімачом (1)")
- Зняти упорну пластину (3).
7. Вийняти розподільний вал.
8. Витягти штовхачі.
Перевірка технічного стану
Деталі повинні бути відрегульовані, відремонтовані або замінені при виявленні надмірного зношування або пошкоджень під час перевірки.
1. Розподільний вал.
- Виміряти осьовий люфт розподільного валу, використовуючи індикатор вартового типу. Ця процедура має бути виконана до зняття шестерні приводу з розподільчого валу.

Упорна пластина має бути замінена новою, якщо величина осьового люфту розподільчого валу перевищує гранично допустиме значення.
Осьовий люфт розподільчого валу
| Номінальний, мм | Гранично допустимий, мм |
| 0,08 | 0,20 |
- Виміряти зовнішній діаметр корінних шийок розподільного валу у двох взаємоперпендикулярних площинах (1 - 1 та 2 - 2), використовуючи мікрометр.

Розподільний вал необхідно замінити новим, якщо результати вимірювання нижчі від гранично допустимого значення.
Діаметр корінних шийок розподільчого валу
| Номінальний, мм | Гранично допустимий, мм |
| 49.945-49.975 | 49,600 |
- Мікрометр виміряти висоту «Н» кулачка розподільного валу.

Розподільний вал повинен бути замінений новим, якщо результат перевірки менший за гранично встановлене значення.
Висота кулачка розподільчого валу
| Номінальна, мм | Гранично допустима, мм |
| 42,02 | 41,65 |
- Розмістити розподільний вал на V-подібні призми. Індикатором годинного типу виміряти радіальне биття розподільчого валу.

Якщо результати вимірювання перевищують гранично допустиму величину, розподільний вал необхідно замінити на новий.
Радіальне биття розподільчого валу
| Номінальна, мм | Гранично допустиме, мм |
| ≤ 0,02 | 0,10 |
- Мікрометричним нутроміром виміряти внутрішній діаметр підшипника розподільчого валу.

Внутрішній діаметр підшипника розподільчого валу
| Номінальний, мм | Гранично допустимий, мм |
| 50,00 – 50,03 | 50,08 |
Зазор у підшипнику розподільчого валу
| Номінальний, мм | Гранично допустимий, мм |
| 0,025 – 0,085 | 0,12 |
Якщо зазор у підшипнику розподільчого валу перевищує гранично допустиме значення, замініть підшипник на новий.
2. Тлумачі.
- Візуально перевірити предмет точкової корозії, тріщин та інших дефектів поверхню контакту штовхача з розподільним валом. У разі виявлення будь-яких дефектів штовхач необхідно замінити новим.

- Нормальний контакт.
- Тріщина.
- Точкова корозія.
- Порушений контакт.
Увага:
Поверхня штовхача має сферичну форму. Не намагайтеся підточувати штовхач для ремонту шліфувальним каменем або подібним інструментом. Якщо штовхач пошкоджено, його необхідно замінити на новий.
- Мікрометр виміряти зовнішній діаметр штовхача.

Якщо отриманий результат менший за гранично допустиме значення, необхідно замінити штовхач новим.
Зовнішній діаметр штовхача
| Номінальний, мм | Гранично допустимий, мм |
| 12,97 – 12,99 | 12,95 |
- Виміряти внутрішній діаметр отвору штовхача і обчислити зазор.

Якщо зазор між штовхачем та отвором перевищує гранично допустиму величину, штовхач та/або блок циліндрів необхідно замінити новими.
Зазор між отвором і штовхачем
| Номінальний, мм | Гранично допустимий, мм |
| 0,03 | 0,10 |
Заміна підшипника розподільчого валу
1. Вилучення підшипника:
- Видалити захисну заглушку блока циліндрів.

- За допомогою спеціального пристрою (5-8840-2038-0) витягти підшипник розподільчого валу.
2. Встановлення нового підшипника:
- Поєднати мастильні отвори в підшипнику з блоком циліндра двигуна.

- За допомогою спеціального пристрою (5-8840-2038-0) встановити підшипник розподільчого валу.
Встановлення розподільного валу та штовхачів
1. Встановити штовхачі:
- Нанести моторне масло на поверхні штовхача (1) та відповідного йому настановного отвору (2).

- Встановити штовхач у положення, яке він займав до зняття (якщо штовхачі використовуються повторно).
Увага:
Товкачі повинні бути встановлені до встановлення розподільчого валу.
2. Встановити розподільний вал:
- Змастити розподільний вал та його підшипники моторним маслом.
- Встановити розподільний вал у блок циліндрів. Будьте обережні, щоб не пошкодити підшипники розподільчого валу.

3. Встановити упорну пластину розподільного валу на блок циліндрів і затягнути болти кріплення моментом затягування 18 Н∙м.

4. Встановити шестерню приводу розподільного валу на розподільний вал. Установочні мітки на шестірні повинні знаходитись із зовнішнього боку. Затягнути болти кріплення шестерні приводу розподільчого валу моментом затягування 85 Н∙м.

5. Встановити масляний насос у збиранні:
- Змастити кільце ущільнювача масляного патрубка моторним маслом і встановити його в канавку блоку циліндрів.
- Встановити масляний насос двигуна у зборі з масляним патрубком у блок циліндрів та затягнути болти кріплення моментом затягування 19 Н∙м.
- Затягнути гайки моментом затягування 25 Н∙м.

6. Встановити масляний піддон:
- Нанести герметик на аркову область кришки п'ятого корінного підшипника, канавки та аркову область камери приводної шестерні.


- Встановити прокладку тильною стороною у канавку кришки п'ятого корінного підшипника.

- Переконатись у тому, що прокладка не виступає з канавки.
- Встановіть масляний піддон на блок циліндрів.
- Затягнути болти кріплення масляного піддону моментом затягування 19 Н∙м.
7. Встановити задню пластину блоку циліндрів:
- Поєднати отвори для настановних штифтів задньої пластини зі штифтами блоку циліндрів.
- Затягнути болти кріплення задньої пластини моментом 82 Н∙м.
8. Встановити маховик:
- Змастити болти маховика моторною олією.
- Затягнути болти маховика встановленим моментом затягування у два етапи.

Режими затягування болтів маховика
| Перший етап (попередня затяжка) | Другий етап (остаточна затяжка) |
| 59 | 60 - 90º |
9. Прокладка головки блоку циліндрів підбирається в залежності від ступеня виступу циліндра гільзи над поверхнею блоку циліндрів. Є три види прокладок різної товщини.

Підбір відповідної прокладки здійснюється таким чином:
- Необхідно видалити нагар із верхньої частини блоку циліндрів та повністю очистити поверхню установки прокладки.
- Мікрометр виміряти величину виступу поршня над верхньою частиною блоку циліндрів, в точках, вказаних на малюнку нижче.

- Кожна з точок вимірювання повинна бути якомога ближче до гільзи циліндра.

- За значеннями, отриманими в точках (1), (2), (3) та (4) обчислити різниці (1) – (2) та (3) – (4).
- Вибрати максимальне значення за чотирма циліндрами.
- Підібрати розмірну групу прокладки згідно з наступною таблицею за максимальним значенням, отриманим вище.
Товщина прокладки головки блоку циліндрів 4D28
| Прокладка № | Виступ поршня над поверхнею, мм | Товщина прокладки (для довідки) |
| (А) |  | 0,758 – 0,813 | 1,50 |
| (В) |  | 0,813 – 0,859 | 1,55 |
| (С) |  | 0,859 – 0,914 | 1,60 |
Увага:
Різниця між максимальним та мінімальним значенням виступу поршня над поверхнею блоку циліндрів не повинна перевищувати 1,0 мм.
10. Встановити головку блоку циліндрів:
- Вкрутити шпильки кріплення головки блока циліндрів у блок циліндрів.
- При установці прокладки головки блоку циліндрів верхня мітка має бути спрямована вгору.
- Очистити нижню поверхню головки блоку циліндрів та верхню поверхню блоку циліндрів.
- Змастити машинним маслом різьблення болтів та контактні поверхні головки блоку циліндрів.
- Затягнути болти головки блоку циліндрів у три етапи встановленим моментом затягування у вказаному на малюнку порядку.

Моменти затягування болтів головки блоку циліндрів
| Перший етап | Другий етап | Третій етап |
| 49 Н∙м | 60 – 75 º | 60 – 75 º |
11. Змастити тяги штовхачів моторним маслом та вставити їх у головку блоку циліндрів.
12. Встановити вісь коромисел у зборі:
- Послабити регулювальні гвинти.

- Встановити вісь коромисел таким чином, щоб масляний отвір (Ø 4) був спрямований до передньої частини двигуна.
- Затягнути болти кріплення осі коромисел моментом затягування 54 Н∙м у порядку, вказаному на малюнку.

- Налаштувати зазори клапанів.


")























, напресувати масловідбивні ковпачки")




")
 універсальним знімачом (1)")




























")


{kind=link}