Блок циліндрів Kia Sorento з 2003 року (рестайлінг 2006)
Зазвичай користувачі нашого сайту знаходять цю сторінку за такими запитами:
блок циліндрів Kia Sorento, головка блоку циліндрів Kia Sorento, прокладка блоку циліндрів Kia Sorento
6. Блок циліндрів

- Поршневі кільця
- Поршень
- Шатун
- Верхня вкладка шатуна
- Поршневий палець
- Нижня вкладка шатуна
- Кришка шатуна
- Масловідбивач
- Картер масляний
- Блок циліндрів

- Кришка стоку оливи
- Верхні вкладиші корінних опор колінчастого валу
- Завзятий підшипник
- Перехідник
- Маховик
- Корпус задньої манжети ущільнювача
- Колінчастий
- Нижні вкладки корінних опор
- Кришки корінних опор колінчастого валу
- Прокладання
- Задня манжета ущільнювача
- Перехідник
Зняття та встановлення
Зняття
Увага:
- Перед початком робіт, накрити крила кузова тканиною, щоб запобігти пошкодженню лакофарбового покриття.
- Для запобігання пошкодженням, зібрати всі дроти та роз'єми в один пучок.
Примітка:
- Нанести настановні мітки на всі роз'єми, щоб уникнути неправильного підключення.
- Перевірити технічний стан приводного ременя, перед зняттям головки блоку циліндрів.
- Перевернути шків колінчастого валу так, щоб встановити поршень першого циліндра у верхню мертву точку.
1. Зняти випускний колектор.
2. Зняти впускний колектор.
3. Зняти ланцюг приводу.
4. Зняти датчик температури системи охолодження в зборі.
5. Зніміть головку блоку циліндрів.
6. Зняти масляний насос.
7. Зняти масляний фільтр у зборі.
8. Зняти з двигуна компресор системи кондиціювання (А).
")
9. Зняти з двигуна генератор (А).
")
10. Зняти з двигуна насос (А) гідропідсилювача рульового керування.
 гідропідсилювача рульового управління")
Встановлення
Установка проводиться у послідовності зворотного зняття.
Розбирання та складання
Розбирання
1. Зняти провідну пластину.
2. Зняти датчик детонації (А).
")
3. Зняти олійний картер (А).
")
4. Зняти масловідбивач (А).
")
5. Зняти корпус задньої манжети ущільнювача (А).
")
6. Зняти кришку (А) стоку моторного масла.
 стоку моторного масла")
7. Перевірити осьовий зазор шатуна.
8. Перевірити зазор у підшипниках шатуна.
9. Зняти шатунно-поршневу групу у зборі.
- Використовуючи спеціальну щітку, видалити нагар із верхньої частини циліндра.
- Виштовхнути поршень у збиранні з шатуном через верхню частину циліндра.
Увага:
- Не розукомплектовувати вкладки підшипників, шатуни та кришки шатунів.
- Зняті шатунно-поршневі групи викласти відповідно до циліндрів.
10. Зняти кришки корінних опор колінчастого валу та перевірити зазор у підшипниках.
11. Перевірити осьовий зазор колінчастого валу.
12. Витягти колінчастий вал (А) з двигуна.
 з двигуна")
Примітка:
Бути обережним, щоб не пошкодити шатунні та корінні шийки колінчастого валу.
Увага:
Викласти кришки корінних опор та упорні підшипники відповідно до їхнього розташування на двигуні.
13. Перевірити посадку поршневого пальця. Для цього, спробувати переміщати поршень вперед/назад щодо пальця, якщо буде відчутно переміщення, необхідно замінити поршень і палець у зборі.
14. Зняти поршневі кільця.
- Використовуючи спеціальний пристрій (для розтискання), зняти компресійні кільця з поршня.
- Зняти елементи олійного кільця вручну.
15. Від'єднати шатун від поршня.
Перевірка технічного стану
Шатун та колінчастий вал
1. Перевірити осьовий зазор шатуна. Використовуючи щуп, виміряти осьовий зазор шатуна, плавно переміщаючи його вперед/назад. Стандартний розмір зазору: 0.1 – 0.25 мм.

Примітка:
- Якщо величина зазору не відповідає стандартному значенню, необхідно встановити новий шатун.
- Якщо після встановлення зазор не змінився, необхідно замінити колінчастий вал.
2. Перевірити зазор у підшипниках шатуна.
- Переконатися в тому, що мітки, нанесені на кришку і шатун, збігаються.
- Відвернути два болта кріплення кришки шатуна.
- Зняти кришку шатуна та вкладку підшипника.
- Очистити та промити поверхню колінвалу та підшипника.
- Укласти пластиковий калібр упоперек шатунної шийки колінчастого валу.
- Встановити вкладку та кришку шатуна і затягнути болти кріплення. Момент затягування: 19.6 Н∙м + 90°
Увага:
Не провертати колінчастий вал.
- Відвернути болти кріплення шатунної кришки. Зняти кришку та вкладку.
- Виміряти ширину пластикового калібру та порівняти з таблицею (додається разом з калібром). Стандартний розмір зазору: 0.038 – 0.056 мм.

- Якщо пластиковий калібр занадто широкий або вузький, необхідно зняти верхню вкладку підшипника, встановити новий. Підібрати новий вкладиш за кольоровим маркуванням (як зазначено в таблицях нижче) і зробити вимір зазору знову.
- Якщо зазор все ще не відповідає стандартній величині, необхідно знову підібрати вкладку більшого або меншого розміру та виміряти зазор.
Примітка:
Якщо не вдається відрегулювати зазор у підшипниках, необхідно замінити колінчастий вал.
Увага:
Якщо визначити маркування не вдається через сильне забруднення, не очищати дротом або щіткою з металевою щетиною, допускається тільки промивати поверхні розчинником.
Маркування шатуна

| Клас | Маркування | Внутрішній діаметр |
| 0 | a | 58.000 ~ 58.006 мм. |
| 1 | b | 58.006 ~ 58.012 мм |
| 2 | c | 58.012 ~ 58.018 мм |
Маркування колінчастого валу

| Клас | Маркування | Зовнішній діаметр шийки |
| I | 1 або A | 54.966 ~ 54.972 мм |
| II | 2 або B | 54.960 ~ 54.966 мм |
| III | 3 або C | 54.954 ~ 54.960 мм. |
Шатунні вкладки, маркування

| Клас | Маркування | Товщина вкладиша |
| E | Синій | 1.514 ~ 1.517 мм |
| D | Чорний | 1.511 ~ 1.514 мм |
| C | коричневий | 1.508 ~ 1.511 мм |
| B | Зелений | 1.505 ~ 1.508 мм |
| A | Жовтий | 1.502 ~ 1.505 мм |
| | Маркування шатуна |
| 0(a) | 1(b) | 2(c) |
| Маркування колінчастого валу | 1 або A | A
(жовтий) | B
(зелений) | C
(коричневий) |
| 2 або B | B
(зелений) | C
(коричневий) | D
(чорний) |
| 3 або C | C
(коричневий) | D
(чорний) | E
(синій) |
3. Перевірити зазор у корінних підшипниках колінчастого валу.
- Зняти кришки корінних опор колінчастого валу та вкладиші підшипників.
- Очистити і промити кожну корінну шийку колінчастого валу.
- Укласти на кожну шийну шийку пластиковий калібр.
- Встановити кришки корінних опор та затягнути болти кріплення. Момент затяжки: 49 Н∙м + 90°, 19.6 Н∙м + 120°, 29.40 ~ 31.36 Н∙м.
Увага:
Не провертати колінчастий вал.
- Зняти кришки корінних опор та виміряти ширину калібру, порівнявши з даними таблиці (додається з калібрами). Стандартний розмір зазору: 0.022 – 0.040 мм.

- Якщо смужка калібру дуже широка або тонка, необхідно встановити вкладку корінного підшипника більшої або меншої товщини. Підбір вкладок необхідно проводити за кольоровим маркуванням.
Увага:
- Якщо не вдається підібрати зазор у корінних підшипниках колінчастого валу, необхідно замінити колінчастий вал.
- Якщо маркування не вдається через сильну забрудненість, не очищати дротом або щіткою з металевою щетиною, допускається тільки промивати поверхні розчинником.
Маркування отворів під колінчастий вал у блоці циліндрів

| Клас | Маркування | Внутрішній діаметр |
| a | A | 73.500 ~ 73.506 мм |
| b | B | 73.506 ~ 73.512 мм |
| c | C | 73.512 ~ 73.518 мм |
Маркування корінних опор колінчастого валу

| Клас | Маркування | Зовнішній діаметр |
| I | A | 68.954 ~ 68.960 мм |
| II | B | 68.948 ~ 68.954 мм |
| III | C | 68.942 ~ 68.948 мм |
Маркування вкладок колінчастого валу

| Клас | Маркування | Товщина підшипника |
| E | Синій | 2.277 ~ 2.280 мм |
| D | Чорний | 2.274 ~ 2.277 мм |
| C | Коричневий | 2.271 ~ 2.274 мм |
| B | Зелений | 2.268 ~ 2.271 мм |
| A | Жовтий | 2.265 ~ 2.268 мм |
Підбір вкладок
| | Маркування на блоці циліндрів |
| a(A) | b(B) | c(C) |
| Маркування на колінчастому валу | 1 або A | A
(жовтий) | B
(зелений) | C
(коричневий) |
| 2 або B | B
(зелений) | C
(коричневий) | D
(чорний) |
| 3 або C | C
(коричневий) | D
(чорний) | E
(синій) |
4. Перевірити осьовий зазор колінчастого валу.
Використовуючи індикатор годинного типу, виміряти осьовий зазор колінчастого валу, переміщуючи вперед/назад. Стандартний розмір осьового зазору: 0.10 – 0.28 мм.

Примітка:
Якщо величина осьового зазору перевищує допустиму величину. Необхідно замінити упорні підшипники.
Примітка:
Товщина завзятих підшипників: 2.41 – 2.45 мм.
5. Перевірити корінні та шатунні шийки колінчастого валу.
Використовуючи мікрометр, виміряти діаметр кожної корінної та шатунної шийок. Діаметр корінних шийок: 68942 - 68960 мм. Діаметр шатунних шийок: 54.954 – 54.972 мм.

Шатуни
1. Перед установкою переконайтеся, що номери циліндрів нанесені на шатун і кришку шатуна. При установці нового шатуна переконайтеся, що виступи для утримання вкладишів підшипників спрямовані в один бік.
2. При виявленні будь-яких дефектів шатуна його необхідно замінити новим. Також, якщо на поверхні втулки головки шатуна виявлені задираки та інші дефекти, шатун необхідно замінити.
3. Використовуючи спеціальний пристрій, виміряти величину вигину і скручування шатуна. Якщо величина вигину і скручування, трохи перевищує допустиме значення, необхідно виправити шатун, використовуючи прес. При значному перевищенні вигину та кручення, шатун необхідно замінити. Максимально допустима величина вигину: 0.05 мм на 100 мм довжини. Максимально допустимий розмір скручування: 0.1 мм на 100 мм.
Блок циліндрів
1. Використовуючи скребок, видалити ущільнювальні матеріали з верхньої частини блоку циліндрів.
2. Використовуючи розчинник, промити та очистити блок циліндрів.
3. Використовуючи спеціальну лінійку та щуп, виміряти величину неплощинності поверхні роз'єму блоку циліндрів. Допустима величина неплощинності: 0.05 мм.

4. Перевірити поверхню циліндрів блоку.
- Візуально перевірити дзеркало циліндра на наявність задир.
- При виявленні глибоких подряпин і задир необхідно замінити блок циліндрів.
5. Перевірити внутрішній діаметр циліндрів блоку.
Використовуючи нутромір, виміряти внутрішній діаметр циліндра у взаємоперпендикулярних площинах у трьох точках. Стандартна величина діаметра: 92.00 – 92.03 мм (3.3 л) та 96.00 – 96.03 мм (3.8 л).

6. Перевірити код циліндра на бічній поверхні блоку циліндрів.

| Клас | Код | Внутрішній діаметр циліндра |
| 3.3 л | 3.8 л |
| A | A | 92.00~92.01 мм | 96.00 ~ 96.01 мм. |
| B | B | 92.01~92.02 мм | 96.01 ~ 96.02 мм |
| C | C | 92.02~92.03 мм | 96.02 ~ 96.03 мм |
7. Перевірити код (А) та маркування (В) на днище поршня.
 та маркування (В) на днище поршня")
| Клас | Код | Зовнішній діаметр поршня |
| 3.3 л | 3.8 л |
| A | A | 91.96~91.97 мм | 95.96 ~ 95.97 мм |
| B | B | 91.97~91.98 мм | 95.97 ~ 95.98 мм |
| C | C | 91.98~91.99 мм | 95.98 ~ 95.99 мм |
8. Підібрати поршні під циліндри блоку відповідно до класифікації. Стандартний проміжок між поршнем і циліндром: 0.03 – 0.05 мм.
Поршень та кільця
1. Очистити поршень.
- Використовуючи спеціальний скребок, видалити з поверхні поршня нагар.
- Використовуючи спеціальний інструмент, очистіть вибірки під кільця в поршні.
- Використовуючи розчинник та щітку, промити поршень.
Увага:
Не використовувати щітку з металевою щетиною.
2. Зовнішній діаметр поршня необхідно вимірювати 14 мм від днища поршня в площині поперечної осі пальця. Стандартна величина діаметра поршня: 91.96 – 91.99 мм (3.3 л) та 95.96 – 95.99 мм (3.8 л).

3. З отриманих величин обчислити зазор між поршнем та циліндром. Стандартний розмір зазору: 0.03 – 0.05 мм.
4. Використовуючи щуп, виміряти зазор між новим кільцем і стінкою вибірки під кільця в поршні. Стандартне значення зазору: перше компресійне кільце – 0.03 – 0.07 мм, друге компресійне кільце – 0.03 – 0.07 мм, маслознімне кільце – 0.06 – 0.015 мм.
Гранично допустимі величини зазору: перше компресійне кільце – 0.01 мм, друге компресійне кільце – 0.01 мм, олійне кільце – 0.2 мм.

Примітка:
Якщо розмір зазору перевищує гранично допустиму величину, необхідно замінити поршень.
5. Встановити поршневе кільце в циліндр. Виставити кільце належним чином до стінок циліндра, обережно перемістивши його поршнем. Використовуючи щуп, виміряти зазор у замку поршневого кільця. Якщо зазор у замку кільця більший за допустимий, необхідно замінити кільце. Якщо зазор набагато перевищує допустиму величину, необхідно витягти кільце і зробити вимірювання внутрішнього діаметра циліндра. Якщо величина внутрішнього діаметра циліндра перевищує допустиме значення, необхідно замінити блок циліндрів. Стандартна величина зазору в замку: перше компресійне кільце – 0.17 – 0.32 мм, друге компресійне кільце – 0.32 – 0.47 мм, маслознімне кільце – 0.20 – 0.70 мм. Гранично допустимі величини зазору: перше компресійне кільце – 0.6 мм, друге компресійне кільце – 0.7 мм, олійне кільце – 0.8 мм.

Поршневі пальці
1. Використовуючи мікрометр, виміряти діаметр поршневого пальця. Стандартне значення: 23.001 – 23.006 мм.

2. Виміряти зазор між пальцем та поршнем. Стандартний розмір: 0.010 – 0.020 мм.
3. Перевірити різницю в розмірах між діаметром пальця і внутрішнім діаметром втулки головки шатуна. Стандартний розмір: 0.016 – 0.032 мм.
Складання
Примітка:
- Обережно очистити та промити всі деталі.
- Перед встановленням частин нанести тонкий шар моторного масла на всі поверхні тертя.
- Замінити всі прокладки, кільця ущільнювачів і ущільнювальні манжети новими.
1. Складання поршня з шатуном.
- Для складання необхідно використовувати гідравлічний прес.
- Нанесені на шатун та поршень маркування повинні бути спрямовані у бік приводного ланцюга двигуна.

2. Встановити поршневі кільця.
- Встановити вручну елементи олійного кільця.
- Використовуючи спеціальний пристрій, встановити два компресійні кільця, поверхнями з мітками вгору.
- Виставити кільця, тому що вказано на малюнку.

3. Встановити вкладки підшипників шатуна.
- Поєднати виступи на вкладках з вибірками на шатуні або кришці шатуна.
- Встановити вкладки (А) у шатун та кришку шатуна (А).
 у шатун та кришку шатуна (А)")
4. Встановити вкладки корінних опор.
Примітка:
Верхні вкладиші корінних опор мають масляні канали та отвори, нижні – ні.
- Поєднати виступи на вкладках з вибірками в блоці циліндрів, встановити чотири вкладки (А).
- Поєднати виступи на вкладках з вибірками в кришках корінних опор, встановити чотири вкладки.
")
5. Встановити два упорні підшипники (А) на третю корінну опору блоку циліндрів, масляними каналами від опори.
 на третю корінну опору блоку циліндрів")
6. Укласти колінчастий вал у блок циліндрів.

7. Встановити кришки корінних опор колінчастого валу.
8. Встановити та загорнути болти кріплення кришок корінних опор.
- Встановити і затягнути рівномірно, кілька підходів болти кріплення кришок в послідовності вказаної на малюнку. Момент затяжки: 49 Н∙м + 90° (1 – 8), 19.60 Н∙м + 120° (9 - 16), 29.40 – 31.36 Н∙м (17 - 22).

Увага:
- Після кожного розбирання завжди використовувати нові болти кріплення.
- Якщо будь-який із болтів пошкоджений, його необхідно замінити.
Примітка:
Для встановлення та затягування болтів кріплення необхідно використовувати спеціальний пристрій (09221-4A000).

- Перевірити та переконатися, що колінчастий вал обертається плавно і без заїдань.
9. Перевірити осьовий зазор колінчастого валу.
10. Встановити поршень та шатун у зборі.
Примітка:
Перед встановленням поршнів нанести тонкий шар моторного масла на поверхні вибірок поршня під кільця і на дзеркало циліндра.
- Встановити пристрій для стиснення поршневих кілець, перевірити, чи підшипник надійно встановлений, потім встановити поршень у циліндр, забивши, використовуючи дерев'яну рукоятку молотка.

- Зупинитися, коли пристрій вивільниться, потім перевірити правильність розташування шатуна, при необхідності, виставити належним чином (див. вище).
- Нанести моторне масло на різьблення болтів кріплення. Встановити кришки шатунів у збиранні із вкладишами, затягнути болти кріплення. Момент затягування: 19.6 Н∙м + 90°.
Примітка:
При затягуванні болтів кришок шатунів необхідно використовувати спеціальний пристрій (09221-4A000).

Примітка:
- При кожному розбиранні, використовувати нові болти кріплення.
- Необхідно докласти зусилля до стиснення, щоб запобігти розтисканню кілець до встановлення в циліндр.
11. Перевірити осьовий зазор шатуна.
12. Встановити кришку стоку оливи. Момент затяжки: 9.80 – 11.76 Н∙м.

Примітка:
- Перед збиранням, очистити поверхні контакту.
- Перед нанесенням герметика видалити всі сторонні частинки з поверхні.
- На поверхні контакту необхідно нанести герметик марки TB1217H.

Частини необхідно зібрати протягом 5 хвилин після нанесення герметика.
Нанести герметик на різьблення внутрішніх отворів.
13. Встановити корпус задньої манжети ущільнювача. Момент затяжки: 9.80 – 11.76 Н∙м.

Примітка:
- Перед збиранням, очистити поверхні контакту.
- Перед нанесенням герметика видалити всі сторонні частинки з поверхні.
- На поверхні контакту необхідно нанести герметик марки TB1217H.
- Частини необхідно зібрати протягом 5 хвилин після нанесення герметика.
- Нанести герметик на різьблення внутрішніх отворів.

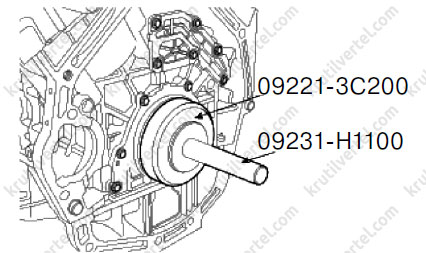
14. Використовуючи спеціальний пристрій (09231-3C200, 09231-H1100), встановити задню ущільнювальну манжету.
<img alt="блок циліндрів Kia Sorento, блок циліндрів Кіа Соренто" data-cke-saved-class="lazy" data-link="/image/data/chapters/kia-sorento-672/chapter-2/img192-s.jpg" class="lazy" data-link="/image/data/chapters/kia-sorento-672/chapter-2/img192-s.jpg" title="Використовуючи спеціальний пристрій (09231-3C200, 09231-H1100), встановити задню ущільнювальну манжету.
15. Встановити масловідбивач, затягнути болти кріплення рівномірно, кілька підходів у послідовності вказаної малюнку. Момент затяжки: 9.80 – 11.76 Н∙м.

16. Встановити олійний картер.
- Використовуючи скребок, видалити старий ущільнювальний матеріал.
- Перед установкою нанести герметик (TB1217H) на поверхню контакту картера і встановити його протягом 5 хвилин після нанесення герметика. Діаметр валика герметика: 2.5 мм.
 на поверхню контакту картера")
Примітка:
- Очистити та промити поверхні контакту.
- Під час нанесення герметика, виключити його влучення всередину картера.
- Для запобігання витоку масла, необхідно закласти герметик в отвори підл болти кріплення катера.
- Встановити картер.
- Поступово в кілька підходів, затягнути болти кріплення. Послідовність затягування болтів кріплення картера, вказана малюнку. Момент затягування: 9.80 – 11.76 Н∙м.

- Після встановлення забороняється запускати двигун протягом 30 хвилин.
17. Встановити датчик детонації. Момент затяжки: 15.68 – 23.52 Н∙м.

18. Встановити провідну пластину. Момент затяжки: 71.54 – 75.46 Н∙м.


")


")
")
 гідропідсилювача рульового управління")
")
")
")
")
 стоку моторного масла")
 з двигуна")














 та маркування (В) на днище поршня")






 у шатун та кришку шатуна (А)")
")
 на третю корінну опору блоку циліндрів")










 на поверхню контакту картера")


")


{kind=link}